Theory of constraints core concepts you need to know
The Theory of Constraints (TOC) was initiated by Dr. Eli Goldratt, who until his recent death was still the main driving force behind the development and practice of TOC.
Eliyahu Moshe Goldratt (March 31, 1947 – June 11, 2011) was an Israeli business management guru. He was the originator of the Optimized Production Technique, the Theory of Constraints (TOC), the Thinking Processes, Drum-Buffer-Rope, Critical Chain Project Management (CCPM) and other TOC derived tools.
Today there is a network of individuals and small companies loosely coupled as practitioners around the world. TOC is a large body of knowledge with a strong guiding philosophy of growth.
Basics of the Theory of Constraints
The core concept of the Theory of Constraints is that every process has a single constraint and because of that the total process throughput can only be improved when the constraint is improved. A constraint is anything that prevents the system from achieving its goal. TOC seeks to provide precise and sustained focus on improving the current constraint until it no longer limits throughput, at which point the focus moves to the next constraint. The underlying power of TOC flows from its ability to generate a tremendously strong focus towards a single goal and to removing the constraint in order to achieve more of that goal. In fact, Goldratt considers focus to be the essence of TOC.
The goal of a commercial organization is: "Make more money now and in the future". Accorting to TOC organizations can be measured and controlled by variations on throughput, operational expense, and inventory. Inventory is all the money that the system has invested in purchasing things which it intends to sell. Operational expense is all the money the system spends in order to turn inventory into throughput. Throughput is the rate at which the system generates money through sales. Only by increasing flow through the constraint can overall throughput be increased.
The Five Focusing Steps in the Theory of Constraints
Assuming the goal of a system has been articulated and its measurements defined, the steps are:
- Identify the system’s constraint(s).
- Decide how to exploit the system’s constraint(s).
- Subordinate everything else to the above decision(s).
- Elevate the system’s constraint(s).
- Repeat the process
Constraints
Constraints can be internal or external to the system.
Types of internal constraints
Equipment: The way equipment is currently used limits the ability of the system to produce more salable goods/services.
People: Lack of skilled people limits the system. Mental models held by people can cause behaviour that becomes a constraint.
Policy: A written or unwritten policy prevents the system from making more.
If a constraint's throughput capacity is elevated to the point where it is no longer the system's limiting factor, this is said to "break" the constraint. The limiting factor is now some other part of the system, or may be an external constraint.
Plant types according to the Theory of Constraints
There are four primary types of plants, defined in TOC. Draw the flow of material from the bottom of a page to the top, and you get the four types. Specify the general flow of materials through a system, and they provide some hints about where to look for typical problems. This type of analysis is known as VATI analysis as it uses the bottom-up shapes of the letters V, A, T, and I to describe the types of plants. The four types can be combined in many ways in larger facilities, e.g. "an A plant feeding a V plant".
V-plant: The general flow of material is one-to-many, such as a plant that takes one raw material and can make many final products. Classic examples are meat rendering plants or a steel manufacturer. The primary problem in V-plants is "robbing" where one operation (A) immediately after a diverging point "steals" materials meant for the other operation (B). Once the material has been processed by A, it cannot come back and be run through B without significant rework.
A-plant: The general flow of material is many-to-one, such as in a plant where many sub-assemblies converge for a final assembly. The primary problem in A-plants is in synchronizing the converging lines so that each supplies the final assembly point at the right time.
T-plant: The general flow is that of an I-plant (or has multiple lines), which then splits into many assemblies (many-to-many). Most manufactured parts are used in multiple assemblies and nearly all assemblies use multiple parts. Customized devices, such as computers, are good examples. T-plants suffer from both synchronization problems of A-plants (parts aren't all available for an assembly) and the robbing problems of V-plants (one assembly steals parts that could have been used in another).
I-plant: Material flows in a sequence, such as in an assembly line. The primary work is done in a straight sequence of events (one-to-one). The constraint is the slowest operation.
For non-material systems one could draw the flow of work or the flow of processes, instead of physical flows, and arrive at similar basic V, A, T, or I structures. A project, for example, is an A-shaped sequence of work, culminating in a delivered project.
Applications of the Theory of Constraints
From TOC point of view there should be a process of ongoing improvement in any organization. The focusing steps of the improvement can be applied to manufacturing, project management, supply chain/distribution generated specific solutions. Other tools, for example the "thinking process", also led to TOC applications in the fields of marketing, sales and finance.
Operations
Within manufacturing operations and operations management, the solution seeks to pull materials through the system, rather than push them into the system. The primary methodology used is drum-buffer-rope (DBR).
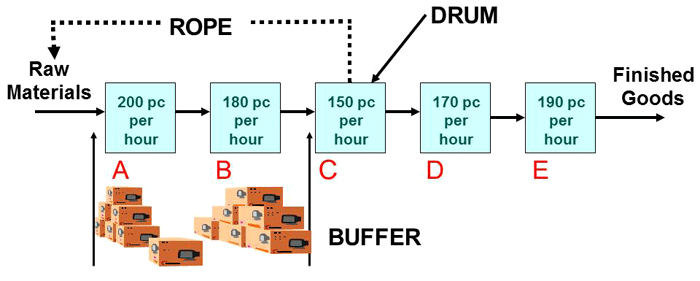
Drum-Buffer-Rope
Drum-Buffer-Rope (DBR) is a method of synchronizing production to the constraint while minimizing inventory and work-in-process. The “Drum” is the constraint. The speed at which the constraint runs sets the “beat” for the process and determines total throughput.
The “Buffer” is the level of inventory needed to maintain consistent production. Buffers represent time - the amount of time that work-in-process should arrive in advance of being used to ensure steady operation of the protected resource. The more variation there is in the process the larger the buffers need to be. An alternative to large buffer inventories is sprint capacity (intentional overcapacity) at non-constraints.
Typically, there are two buffers:
- Constraint Buffer - a Buffer immediately before the constraint that protects the constraint
- Customer Buffer - a Buffer at the very end of the process that protects the shipping schedule
The “Rope” is a signal generated by the constraint indicating that some amount of inventory has been consumed. This in turn triggers an identically sized release of inventory into the process. The role of the rope is to maintain throughput without creating an accumulation of excess inventory.
Project management
Critical Chain Project Management (CCPM) is based on the idea that all projects look like A-plants: all activities converge to a final deliverable. As such, to protect the project, there must be internal buffers to protect synchronization points and a final project buffer to protect the overall project.
Marketing and sales
The role of TOC in marketing and sales is acknowledged in the field of sales process engineering. For effective sales management one can apply Drum Buffer Rope to the sales process similar to the way it is applied to operations. This technique is appropriate when the constraint is in the sales process itself or you just want an effective sales management technique.
Supply chain and logistics
The solution for supply chains is to create flow of inventory so as to ensure greater availability and to eliminate surpluses.
Thinking processes
The thinking processes are a set of tools to help managers walk through the steps of initiating and implementing a project. When used in a logical flow, the thinking processes help walk through a buy-in process:
- Gain agreement on the problem
- Gain agreement on the direction for a solution
- Gain agreement that the solution solves the problem
- Agree to overcome any potential negative ramifications
- Agree to overcome any obstacles to implementation
TOC practitioners sometimes refer to these in the negative as working through layers of resistance to a change.
Certification and education
The Theory of Constraints International Certification Organization (TOCICO) is an independent not-for-profit incorporated society that sets exams to ensure a consistent standard of competence. It is overseen by a board of academic and industrial experts. It also hosts an annual international conference. This year the TOCICO International Conference will be held in Berlin. The work presented at these conferences constitutes a core repository of the current knowledge.
Some of the most popular books by Eliyahu M. Goldratt about TOC
The Goal: A Process of Ongoing Improvement
Critical Chain
It's Not Luck
Necessary but not sufficient
The haystack syndrome
What is this thing called theory of constraints and how should it be implemented?
Necessary But Not Sufficient: A Theory Of Constraints Business Novel
Isn't It Obvious?
Late Night Discussions
The Race
The Choice
References:
Theory of constraints
in Wikipedia
What is the Theory of Constraints
Cox, Jeff; Goldratt, Eliyahu M. (1986). The goal: a process of ongoing improvement. [Croton-on-Hudson, NY]: North River Press. ISBN 0-88427-061-0
Theory of Constraints Handbook, ISBN 978-0-07-166554-4
Hits: 14877 | Leave a comment
About the Author

Adelina Ivanova
Adelina is a law student and her area of interest is also business knowledge. She is an editor and contributor to Be Global Fashion Network.